

精密プレス絞り加工の難しさ

プレス加工における絞り加工(ディープドロー加工)は、金属板を変形させて立体的な形状(例えばカップ状)を作る技術です。このプロセスは多くのメリットを持つ一方で、いくつかの理由で難易度が高いとされています。弊社は単発プレス、順送プレスにて絞り加工の対応が可能です。深絞り加工でお困りの際は是非ご相談ください。難易度の高い絞り加工を実現いたます。
1. 材料の塑性変形制御が難しい
- 問題: 絞り加工では金属板を大きく変形させる必要がありますが、均一に変形させるのが難しいです。特に、変形が過度になりやすい部分(カップの底や角部など)では、破れ(破断)が発生する可能性があります。
- 理由: 材料にかかる応力が部分的に集中しやすいため。
2. 絞り比の制限
- 問題: 絞り比(初期板直径に対する製品直径の比)が大きくなるほど、材料への負荷が増加し、破断やしわが発生しやすくなります。
- 対策: 1回の絞りでは限界があるため、多段階の加工が必要になる場合があります。
3. しわの発生
- 問題: 板材が均一に変形しないと、フランジ部分(周辺部)にしわが生じることがあります。
- 理由: 加工中に材料が圧縮応力を受ける部分がしわを形成します。
- 対策: ブランクホルダー(押さえ金)を適切に調整して、材料を均一に保持することが重要です。
4. 摩擦と潤滑の管理
- 問題: 金型と材料の間で発生する摩擦が大きすぎると、材料の流れが妨げられて破断が起きることがあります。逆に摩擦が小さすぎると、しわが発生しやすくなります。
- 対策: 適切な潤滑剤を使用し、摩擦を最適化する必要があります。
5. 材料の異方性
- 問題: 金属板にはロール成形の影響で異方性(方向による特性の違い)が存在します。この異方性が材料の変形に予測外の影響を与える場合があります。
- 対策: 板材の方向性を考慮した設計と加工条件の設定が求められます。
6. 反りや残留応力
- 問題: 加工後に製品が反ったり、寸法精度が低下することがあります。
- 理由: 絞り加工による残留応力が均一でないため。
- 対策: 加工工程の調整や熱処理を行うことで残留応力を低減します。
7. 適切な金型設計の必要性
- 問題: 金型設計が不適切だと、材料の流れが偏ったり、破断やしわが発生しやすくなります。
- 重要点: 金型のエッジの半径(絞り半径)、クリアランス、ブランクホルダーの力を精密に調整することが必要です。
8. 材料選択の難しさ
- 問題: 絞り加工には塑性変形が可能で、引張強度が適切な材料が求められますが、要求される特性に合致する材料の選択が難しい場合があります。
- 例: アルミニウムは軽量で加工性が良い一方、破断しやすい。ステンレスは耐久性が高いが変形が難しい。
まとめ
絞り加工が難しい理由は、材料特性、加工条件、設計、そして設備の複合的な要素が絡み合っているためです。成功するには、以下のポイントを考慮する必要があります:
- 適切な材料選択。
- 精密な金型設計。
- 摩擦や潤滑の最適化。
- 段階的な加工工程の計画。
- 材料異方性や残留応力への対処。
課題を克服することで、高精度かつ効率的な製品を生産できる可能性が広がります。
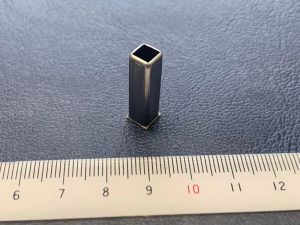
当社の絞り加工事例
 |
 |
 |
 |
 |
 |
 |
 |
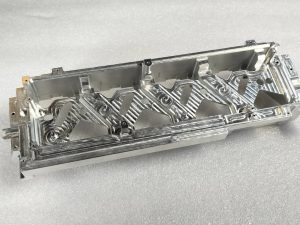
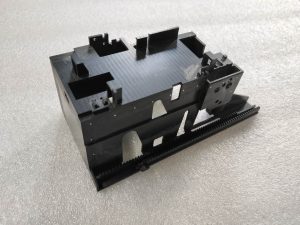
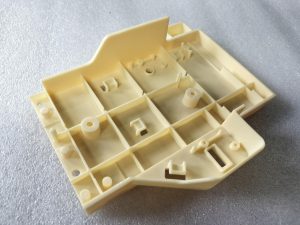
その他 TECH-JOUNEY 加工事例
絞り加工以外にも様々な加工に対応しております。旋盤、マシニング、板金加工など加工品に関するお困りごとは弊社にお任せください。国内試作、海外調達 数量・図面精度に合わせてご提案いたします。
| A5052 | SUS304 | ABS | POM |
 |
 |
 |
 |
 |
 |
 |
 |
お問い合わせ
![]()
中国、ベトナムをはじめとしたアジアの地域にて金属加工品の生産をいたします。

バンテックは大田区の技術力ある協力工場ネットワークを活用し、貴社のものづくりのお手伝いをします。


 メールはこちらから
メールはこちらから